On of the major advantages of using Powder Metal for production of components is the wide variety of raw materials that can be used to match your needs with regard to cost, durability, quality control, and special needs applications. Metals commonly used include iron. steel. tin, nickel, copper, aluminum, and titanium. Refractory metals such as tungsten, molybdenum, and tantalum may be used as are bronze, brass, stainless steel, and nickel cobalt alloys. Combining these metals to form special alloys that exactly meet the needs of your application is a standard part of the Powder Metal process. In addition to strength and hardness qualities, we can help you design self-lubrication, corrosion-resistance, and other characteristics as an integral part of the production process. Using these special mixes of metal powders, we can press complicated shapes in a single operation and at production rates of up to 100 parts per minute
Once the proper alloy of powders is mixed, that mixture is fed into a vertical hydraulic or mechanical press where it is deposited in a tool steel or carbide die. PMCo can press parts with up to 4 unique levels in intricate detail. This process uses pressures up to 60 tons per square inch, depending upon size and density requirements, to create a “green” part that has all of the predetermined shape properties of the final design.
However, at this stage, the part has neither exact final dimensions nor mechanical properties. Those properties are finalized in the heat treatment, or “sintering” process that follows. Please use the animated demonstration on this page to view the compaction
Sintering-In order to achieve desired final strength, density and dimensional stability, the green parts are sent through a sintering furnace. During sintering, the metal powder particles of the part are molecularly bonded by heating in a protective atmosphere to temperatures below the melting point of the major powder constituent of the part. The contacts points between the compacted particles increase in size and strength to improve the techanical properties of the component.
Sintering, depending up the process design, can shrink, expand, increase conductivity and/or make the part harder in order to achieve the final part specifications. In a sintering furnace, the parts are placed on a continuous conveyor and moved slowly through the chambers of the furnace to achieve three major functions. First, the parts are slowly preheated to remove unwanted lubricants introduced into the powder for the compaction process. Next, the parts move through the high heat zone of the furnace where carefully controlled temperatures ranging from 1450° to 2400° are used to determine the final properties of the parts. The atmosphere inside this chamber of the furnace is carefully balanced by adding specific gases to reduce existing oxides and prevent further oxidation of the parts during this high heat phase. Finally, the parts pass through a cooling chamber to finish them or prepare them for any secondary procedures needed. This whole cycle can take anywhere from 45 minutes to 1.5 hours, depending upon the materials used and the size of the parts.
Assembly-Infiltration of one metal into another in the sintering process may be used to seal porosity, improve machining, and improve mechanical properties. This is done by placing a lower melting “slug” on or beneath the part prior to entering the sintering furnace. Typically, a metal such as copper will be used. When this secondary metal melts, it is absorbed into the pores of the part by capillary action and diffused into the particles of the primary metal. To make more complex components, individually compacted pieces can be fit together prior to sintering by designing in slots and keyways as assembly guides. These assemblies are then finalized one of two ways. They may use the infiltration process to create a bond between the parts similar to brazing or soldering. Alternatively, the parts may be designed so that their component metals shrink or expand at different rates, locking them together in a type of super press fit.
Although one of the advantages of P/M is the production of net configuration, it is sometimes desirable to achieve even closer tolerances or different strength characteristics than are possibly during the basic P/M process. The coining and sizing processes involve submitting the sintered parts to the press a second time, with a different set of tooling. Coining actually reduces the volume of the part in the press. The result is increased density, strength and hardness. Dimensional accuracy is also improved during this process. Coining may also be used to reshape or emboss the final surface of the part. Sizing varies from coining in that it causes very little change in density or strength of the part. As the term indicates, the objective is to ensure dimensional accuracy of the finished piece. Sizing is achieved by burning the part with die or core rod sizing tools.
Impregnating-Because the P/M process permits us to control the porosity of the final part, we can design in the ability to impregnate that part with lubricants or resins. The most common way to infuse the part with lubricant is to simply immerse the parts in a container of desired lubricant and place the entire vessel in a vacuum chamber. The air in the pores of the part is removed and the oil replaces it. The lubricant can account for 2 30% of the final volume of the part. Using polyester resins to impregnate a part can provide lubrication qualities and seal the pores. This provides pressure tightness and allows the part to be impervious to solutions it may be exposed to in further process or in uses that could degrade it. Impregnation also improves the machining of a part.
Treating-Heat treatment techniques are similar to those used for wrought metals are also applicable to P/M parts. P/M parts with a specific alloy can be expected to respond to heat treatment in a similar manner to wrought component. Most processes that are commonly used to treat wrought and cast parts can also be used for P/M.
• Austenizing
• Quenching
• Tempering
• Normalizing
• Case Hardening
• Gas Nitriding
• Annealing
• Local Hardening
• Induction
• Flame
• Laser
Machine and Surfacing- One Primary objective of using the P/M process to produce components is to minimize machining by incorporating as much of the finished configuration into the process as possible. However, the combination of P/M production and machining to resolve special shapes, cross holes, threads and extremely close tolerances can produce the most efficient method for the production of a complex part.
The beauty of the P/M process is that, knowing in advance that some machine will be necessary, materials may be added to the powder to facilitate the machining procedures. Ferrous powder may receive small amounts of sulfur, manganese sulfide or graphite. Non-ferrous powders may have a small addition of lead to improve machining. And, the addition of resin or oil impregnation will aid in machining the parts. Like machining, nearly all surface treatments that are used for wrought or cast parts may be used with P/M produced components.
• Deburring
• Burnishing
• Blackening (bluing)
• Steam Treating
• Plating







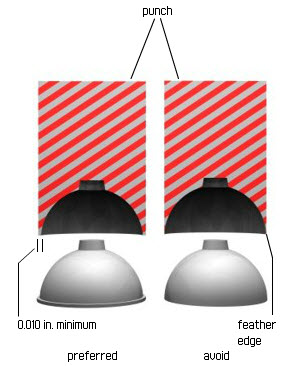 Complete spheres should not be attempted because the punches required to form them would have to be feathered to zero. The problem can be address by adding a straight or flat area around a major diameter so the punch can have a “flat” at its tip. Components that must fit into ball sockets may then be repressed or machined after sintering to remove the “flats”. Hemispheres, such as those used in ball joints, can be readily compacted.
Complete spheres should not be attempted because the punches required to form them would have to be feathered to zero. The problem can be address by adding a straight or flat area around a major diameter so the punch can have a “flat” at its tip. Components that must fit into ball sockets may then be repressed or machined after sintering to remove the “flats”. Hemispheres, such as those used in ball joints, can be readily compacted.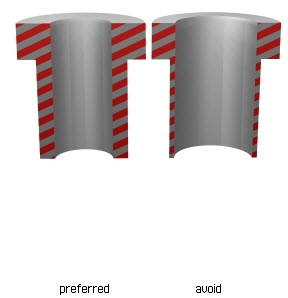 Thickness-Minimum wall thickness depends upon the overall component size and shape. For components of any appreciable length, all thickness should be at least 0.050 in. (1.3 mm) thick. Thinner walls are possibly, but only with very short parts. Where the ratio of length-to-wall thickness is 7:1 or more, care must be taken to ensure uniform fill. Variations in Density are virtually unavoidable in that type of situation and the tooling required for long, thin walls is quite fragile with low life expectancy.
Thickness-Minimum wall thickness depends upon the overall component size and shape. For components of any appreciable length, all thickness should be at least 0.050 in. (1.3 mm) thick. Thinner walls are possibly, but only with very short parts. Where the ratio of length-to-wall thickness is 7:1 or more, care must be taken to ensure uniform fill. Variations in Density are virtually unavoidable in that type of situation and the tooling required for long, thin walls is quite fragile with low life expectancy.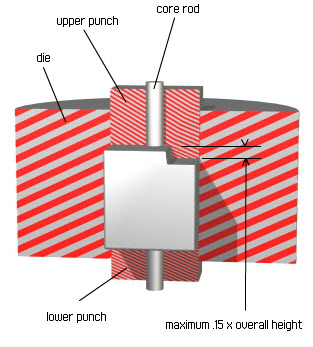 Steps-Simple steps or levels not exceeding 15% of the overall component length and with adequate draft angles can often be formed in face contours in the punches. Features such as countersinks and counterbores can be similarly formed. This design will produce variations in density from level to level, but this approach requires simple tooling. The end result is lower tooling costs and closer axial tolerance.
Steps-Simple steps or levels not exceeding 15% of the overall component length and with adequate draft angles can often be formed in face contours in the punches. Features such as countersinks and counterbores can be similarly formed. This design will produce variations in density from level to level, but this approach requires simple tooling. The end result is lower tooling costs and closer axial tolerance.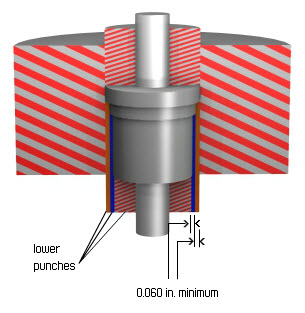 The minimum preferred width for each step (difference in radial dimension), for multiple-motion tooling should be 0.060 in (1.5mm) so that the punches will have adequate strength.
The minimum preferred width for each step (difference in radial dimension), for multiple-motion tooling should be 0.060 in (1.5mm) so that the punches will have adequate strength. You can readily press text, logos or graphics into surfaces oriented perpendicular to the direction of pressing. The letters or graphics should
be embossed into the surface rather than raised. Raised elements are subject to damage during green stage and make it difficult to stack parts for sintering. If a secondary coining operation is required for the other purposes you can also elect to add these elements as part of the coining process.
You can readily press text, logos or graphics into surfaces oriented perpendicular to the direction of pressing. The letters or graphics should
be embossed into the surface rather than raised. Raised elements are subject to damage during green stage and make it difficult to stack parts for sintering. If a secondary coining operation is required for the other purposes you can also elect to add these elements as part of the coining process.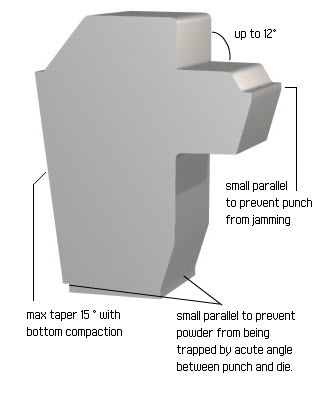 Tapers and drafts- Draft is not generally required or desired on straight- through components. While tapered side walls can be produced where required, production speed can be reduced to avoid powder wedging between the die taper and lower punch during the fill operation. Sometimes draft is required for flanged or embossed parts. Tapered sections usually require a short non-tapered surface on either side to prevent the upper punch from running into the taper in the die wall or on the core rod. Flanges- A small flange, step, or overhang can be produced by a shelf or step in the die. Additional punches and other tooling techniques are required when the amount of overhang becomes too great to permit ejection without breaking the flange. If a stepped die is used, several features are usually required to facilitate ejection and minimize the possibility of chipping the component: Draft around the flange A radius around the bottom edge A radius at the juncture of the flange and body of the component
Tapers and drafts- Draft is not generally required or desired on straight- through components. While tapered side walls can be produced where required, production speed can be reduced to avoid powder wedging between the die taper and lower punch during the fill operation. Sometimes draft is required for flanged or embossed parts. Tapered sections usually require a short non-tapered surface on either side to prevent the upper punch from running into the taper in the die wall or on the core rod. Flanges- A small flange, step, or overhang can be produced by a shelf or step in the die. Additional punches and other tooling techniques are required when the amount of overhang becomes too great to permit ejection without breaking the flange. If a stepped die is used, several features are usually required to facilitate ejection and minimize the possibility of chipping the component: Draft around the flange A radius around the bottom edge A radius at the juncture of the flange and body of the component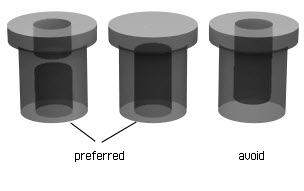 Through Holes in the direction of pressing are produced with core rods extending up through the tools. Round holes use the least expensive tooling, but other shaped holes such as splines, keys, keyways, D-shapes, squares and hexagons, can be produced with very little added tooling cost. Blind holes, blind steps in holes, and tapered holes, which are usually difficult to machine, are also readily pressed.
The following guidelines apply to the design of blind holes formed by contours in the punch faces:
• The blind end should not be opposite a flange
• A short counterbore can be formed on the flanged end (or at either end if there is no flange) provided that:
• The cross section area of the counterbore does not exceed 20% of the total cross section area.
• The depth does not exceed 25% of the total component length
• A minimum taper of 10° to 12° is provided
• Lightening holes are frequently used in large components to reduce effective pressing area, reduce weight, and lower pressing force. In most cases, these advantages offset added tool cost, especially when the holes are round.
Through Holes in the direction of pressing are produced with core rods extending up through the tools. Round holes use the least expensive tooling, but other shaped holes such as splines, keys, keyways, D-shapes, squares and hexagons, can be produced with very little added tooling cost. Blind holes, blind steps in holes, and tapered holes, which are usually difficult to machine, are also readily pressed.
The following guidelines apply to the design of blind holes formed by contours in the punch faces:
• The blind end should not be opposite a flange
• A short counterbore can be formed on the flanged end (or at either end if there is no flange) provided that:
• The cross section area of the counterbore does not exceed 20% of the total cross section area.
• The depth does not exceed 25% of the total component length
• A minimum taper of 10° to 12° is provided
• Lightening holes are frequently used in large components to reduce effective pressing area, reduce weight, and lower pressing force. In most cases, these advantages offset added tool cost, especially when the holes are round.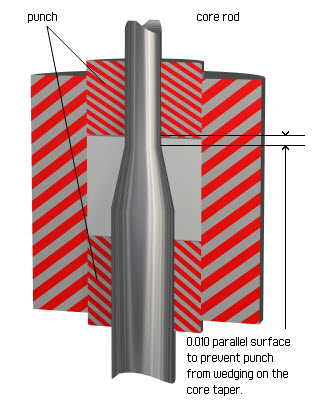 Tapered holes can be formed, but a short length must be straight to accommodate the punch. Side holes, or holes not parallel to the direction of pressing, cannot be made in the pressing operation and are generally produced by secondary machining. Maximum possible diameter of holes in a component may be limited by wall thickness. Minimum diameter depends on the hole depth. The diameter should not be less than 20% of the depth, 0.060 in. (1.5 mm) is the minimum practical except for the special cases. When the hole length is long relative to its diameter, the core rod can be damaged by bowing during pressing or be pulled out during the ejection cycle. If the component is repressed, the core rod may break due to large lateral or shearing forces.
Tapered holes can be formed, but a short length must be straight to accommodate the punch. Side holes, or holes not parallel to the direction of pressing, cannot be made in the pressing operation and are generally produced by secondary machining. Maximum possible diameter of holes in a component may be limited by wall thickness. Minimum diameter depends on the hole depth. The diameter should not be less than 20% of the depth, 0.060 in. (1.5 mm) is the minimum practical except for the special cases. When the hole length is long relative to its diameter, the core rod can be damaged by bowing during pressing or be pulled out during the ejection cycle. If the component is repressed, the core rod may break due to large lateral or shearing forces.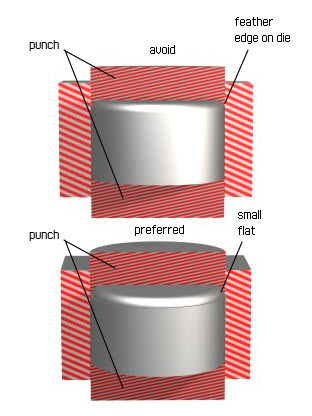 Fillets with generous radii will have a very positive impact on tooling costs and production costs. If sharp edges or tight radii are essential to component function, they should be specifically noted on the drawing. For non- critical corners or edges, PMCo may advise you to use fillets or radii on edges that are most suitable for efficient tool construction and component production. A true radius can not be pressed at the junction of a punch face and a die wall, since it would require that the punch edge or the skirt be feathered to zero, decreasing the tool life…A full radius can be approximated by other processes, such as tumbling. Otherwise, a secondary machining operation is required.
Fillets with generous radii will have a very positive impact on tooling costs and production costs. If sharp edges or tight radii are essential to component function, they should be specifically noted on the drawing. For non- critical corners or edges, PMCo may advise you to use fillets or radii on edges that are most suitable for efficient tool construction and component production. A true radius can not be pressed at the junction of a punch face and a die wall, since it would require that the punch edge or the skirt be feathered to zero, decreasing the tool life…A full radius can be approximated by other processes, such as tumbling. Otherwise, a secondary machining operation is required.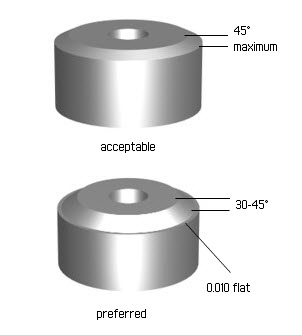 Chamfers are preferable to radii on component edges to prevent burring. A 45 ° angle and a 0.005 in (0.125mm) flat is common practice
to eliminate feather edges. The preferred chamfer, and the most economical to produce, is a minimum of 60° from axial (maximum 30° from radial) to minimize the possibility of breaking the punch protrusion. Although flats are always desirable, they become less critical as the angle of the chamfer decreases. When chamfers with an angle less than 60° from axial are required for component function, or when a step would create a problem, the chamfer may be produced by a bevel in the core rod or die. Under some circumstances, bevels may make tool construction difficult and decrease production rates. This is caused by fill problems and wedging of powder between the tool members. In such cases, it is often preferable to produce bevels in a repressing operation. The cost of chamfers can vary considerable, depending on component shape and tool design. For example, a chamfer in a plain round component or on two sides of a square component costs relatively little, because the rim or skirt can be easily ground into the punch. Chamfers on irregular shapes require more work on the tooling and more tool maintenance, increasing production cots.
Chamfers are preferable to radii on component edges to prevent burring. A 45 ° angle and a 0.005 in (0.125mm) flat is common practice
to eliminate feather edges. The preferred chamfer, and the most economical to produce, is a minimum of 60° from axial (maximum 30° from radial) to minimize the possibility of breaking the punch protrusion. Although flats are always desirable, they become less critical as the angle of the chamfer decreases. When chamfers with an angle less than 60° from axial are required for component function, or when a step would create a problem, the chamfer may be produced by a bevel in the core rod or die. Under some circumstances, bevels may make tool construction difficult and decrease production rates. This is caused by fill problems and wedging of powder between the tool members. In such cases, it is often preferable to produce bevels in a repressing operation. The cost of chamfers can vary considerable, depending on component shape and tool design. For example, a chamfer in a plain round component or on two sides of a square component costs relatively little, because the rim or skirt can be easily ground into the punch. Chamfers on irregular shapes require more work on the tooling and more tool maintenance, increasing production cots.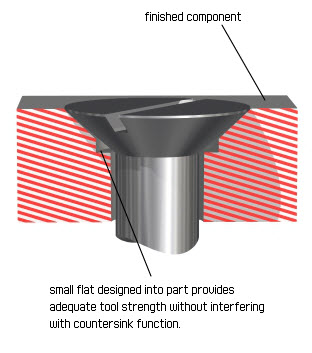 A countersink is a chamfer around a hole for a screw or bolt head. A standard 82° countersink, when produced by the punch, requires a face that is 49° from acial, which is less than the recommended 60°. Therefore, a flat of about 0.010 in. (0.25 mm) is essential to avoid fragile, sharp edges on the punch.
A countersink is a chamfer around a hole for a screw or bolt head. A standard 82° countersink, when produced by the punch, requires a face that is 49° from acial, which is less than the recommended 60°. Therefore, a flat of about 0.010 in. (0.25 mm) is essential to avoid fragile, sharp edges on the punch.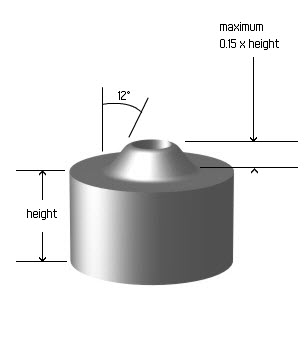 A boss can be located on either end of a component under the following conditions: The length must be small compared to the overall component length – preferably 15% or less. A round shape is preferable. Other shapes may require relatively costly tool manufacturing methods, such as EDM or an engraving technique to produce the depression in the punch. Draft angle should be up to 15° per side, to avoid locking the boss into the punch surface. Bosses with sides parallel to the direction of pressing require special punch members to give positive component ejection.
A boss can be located on either end of a component under the following conditions: The length must be small compared to the overall component length – preferably 15% or less. A round shape is preferable. Other shapes may require relatively costly tool manufacturing methods, such as EDM or an engraving technique to produce the depression in the punch. Draft angle should be up to 15° per side, to avoid locking the boss into the punch surface. Bosses with sides parallel to the direction of pressing require special punch members to give positive component ejection.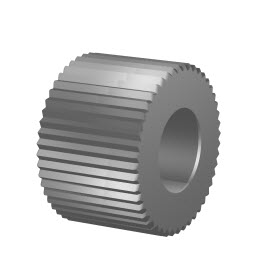 Knurls-Axial knurls can be made on inside and outside diameters; diamond or angled knurls interfere with ejection. Ground diamond kiurls in the punch face reproduce as a waffle structure on the component (the reverse of a true diamond knurl). To reproduce a true diamond knurl, the punch must be engraved or finished by the EDM process.
Knurls-Axial knurls can be made on inside and outside diameters; diamond or angled knurls interfere with ejection. Ground diamond kiurls in the punch face reproduce as a waffle structure on the component (the reverse of a true diamond knurl). To reproduce a true diamond knurl, the punch must be engraved or finished by the EDM process.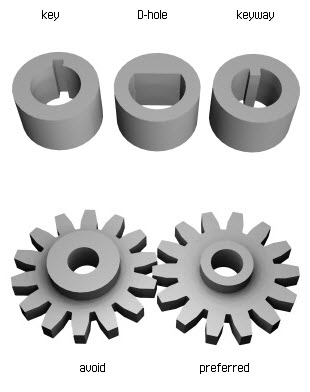 Hubs that provide for the drive or alignment rigidity in gears, sprockets and cams can be readily produced. Features such as keys, D holes, and keyways can be formed in the pressing operation. A variety of shaped holes in the axial direction are possible. However, set screw holes at right angles to the drive axis are produced by secondary drilling and tapping operations. A generous radius between the hub and flange is preferred, as well as maximum permissible material between the outside diameter of the hub and the root diameter of components such as gears and sprockets. Hubs that contain self-lubricating bearing surfaces can be produced at lower density than other portions of the component to impart additional oil capacity. Relatively shallow hubs can be treated as bosses.
Hubs that provide for the drive or alignment rigidity in gears, sprockets and cams can be readily produced. Features such as keys, D holes, and keyways can be formed in the pressing operation. A variety of shaped holes in the axial direction are possible. However, set screw holes at right angles to the drive axis are produced by secondary drilling and tapping operations. A generous radius between the hub and flange is preferred, as well as maximum permissible material between the outside diameter of the hub and the root diameter of components such as gears and sprockets. Hubs that contain self-lubricating bearing surfaces can be produced at lower density than other portions of the component to impart additional oil capacity. Relatively shallow hubs can be treated as bosses.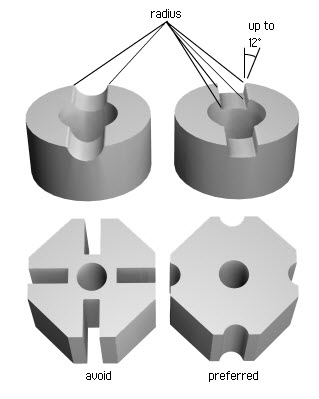 Grooves can be pressed from projections on the punch into either end of a component within the following limits for low and medium density components. Curved or semicircular grooves may be pressed up to a maximum depth of 30% of overall component length. Rectangular grooves are limited to a maximum depth of 20% of the overall component length, provided that surfaces parallel to the direction of pressing have up to 12° draft and all corners and edges are rounded. Deep, narrow slots and grooves require similarly shaped tool members, which are subject to breakage. Where possible, they should be redesigned to promote greater tool strength. Otherwise, the features may require machining.
Grooves can be pressed from projections on the punch into either end of a component within the following limits for low and medium density components. Curved or semicircular grooves may be pressed up to a maximum depth of 30% of overall component length. Rectangular grooves are limited to a maximum depth of 20% of the overall component length, provided that surfaces parallel to the direction of pressing have up to 12° draft and all corners and edges are rounded. Deep, narrow slots and grooves require similarly shaped tool members, which are subject to breakage. Where possible, they should be redesigned to promote greater tool strength. Otherwise, the features may require machining.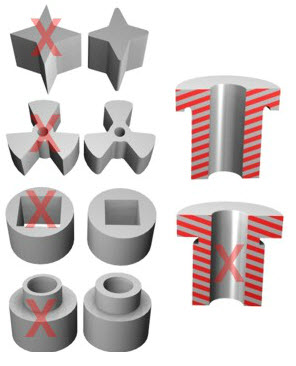 Features must be avoided that require tools with thin, weak sections or sharp inside corners, cause problems in powder fill and compaction, or make the component prone to distortion during sintering. Here are some of those problem features along with acceptable alternatives.
Features must be avoided that require tools with thin, weak sections or sharp inside corners, cause problems in powder fill and compaction, or make the component prone to distortion during sintering. Here are some of those problem features along with acceptable alternatives.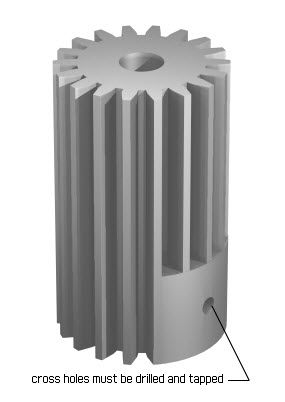 The P/M process can produce complex shapes, such as gears, to very close tolerances, provided that component contours allow ejection of the green compact from the die. The P/M process is particularly well-suited to the production of gears for several reasons:
Tools can be made to provide consistent component accuracy over long runs. Retention of some porosity contributes to quiet running gears and allows for self-lubrication.
Gears can be made with blind corners, eliminating undercut relief that is needed with cut gears and lending extra strength at the blind end.
Gears can be combined with other components such as cams, ratchets and other gears to form a single component.
Bevel, miter, helical and other special gear forms are possible. Copper infiltration is sometimes used on bevel or miter gears to increase density in the entire tooth.
True involute gears are less difficult and less costly to produce by P/M than by other methods because tooth shape is not a limitation. Following are specific gear design aids:
Location of holes relative to the gear form is affected by running clearances ofthe various tool members. Therefore, it is more difficult to hold the close runout tolerances obtainable with arbor cut gears. Runout tolerances can be improved by grinding the inside diameter of the hole true to the pitch diameter of the gear as a finishing operation.
Hubs or pinions that increase the number of concentric tool members increase the runout tolerance. These features should be located as far as possibly from the root diameter to avoid thin tool sections. Where this is a problem, two-piece assemblies should be considered.
As the AGMA class of gear increases, the cost of a P/M gear increase because of additional operations, such as sizing or in repressing, boring, honing, and grinding. . . AGMA class 6 gears are the most common in the powder metal. Helical gears can be produced by P/M but require specialized tooling and equipment. Helix angles up to 40° are currently being produced.
The P/M process can produce complex shapes, such as gears, to very close tolerances, provided that component contours allow ejection of the green compact from the die. The P/M process is particularly well-suited to the production of gears for several reasons:
Tools can be made to provide consistent component accuracy over long runs. Retention of some porosity contributes to quiet running gears and allows for self-lubrication.
Gears can be made with blind corners, eliminating undercut relief that is needed with cut gears and lending extra strength at the blind end.
Gears can be combined with other components such as cams, ratchets and other gears to form a single component.
Bevel, miter, helical and other special gear forms are possible. Copper infiltration is sometimes used on bevel or miter gears to increase density in the entire tooth.
True involute gears are less difficult and less costly to produce by P/M than by other methods because tooth shape is not a limitation. Following are specific gear design aids:
Location of holes relative to the gear form is affected by running clearances ofthe various tool members. Therefore, it is more difficult to hold the close runout tolerances obtainable with arbor cut gears. Runout tolerances can be improved by grinding the inside diameter of the hole true to the pitch diameter of the gear as a finishing operation.
Hubs or pinions that increase the number of concentric tool members increase the runout tolerance. These features should be located as far as possibly from the root diameter to avoid thin tool sections. Where this is a problem, two-piece assemblies should be considered.
As the AGMA class of gear increases, the cost of a P/M gear increase because of additional operations, such as sizing or in repressing, boring, honing, and grinding. . . AGMA class 6 gears are the most common in the powder metal. Helical gears can be produced by P/M but require specialized tooling and equipment. Helix angles up to 40° are currently being produced.

